이러한 공정을 통해 고정형 턱 플레이트는 고충격 조건에서도 내마모성을 유지하며, 재료 경도에 따라 조정된 사용 수명은 4~8개월입니다. 정기적인 톱니 마모 검사 및 적시 교체/복원 작업을 통해 일관된 분쇄 효율을 보장합니다.
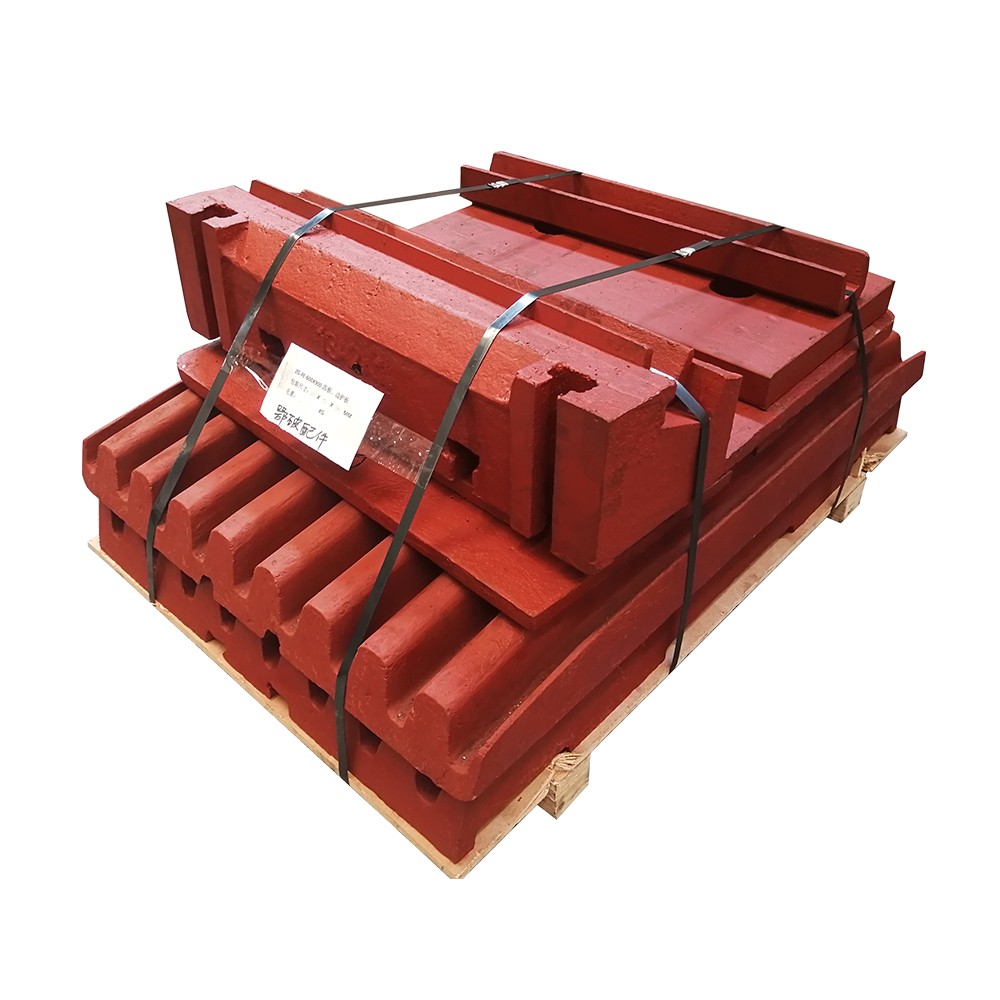
1. 치아판의 종류
조 크러셔 치판의 단면 구조는 매끈한 면과 격자형 면의 두 가지 유형으로 나뉩니다. 격자형 면은 삼각형 면과 사다리꼴 면으로 나뉩니다. 제품의 크기와 형상을 확보하기 위해 일반적으로 삼각형 또는 사다리꼴 치판을 사용합니다.

2. 치아판의 재질
기존 조 크러셔에 사용되는 치판은 일반적으로 충격 하중 하에서 표면 경화가 특징인 망간 13ZGMn13을 사용합니다. 망간 13ZGMn13은 내부 층의 원래 금속을 유지하면서 단단하고 내마모성 표면을 형성할 수 있습니다. 인성이 뛰어나 크러셔에 일반적으로 사용되는 내마모성 소재입니다.
3. 치아판의 수정 계획
변형 과정에서 파쇄기의 작동 부분은 고정 치판과 가동 치판입니다. 가동 치판은 가동 죠에 고정되어 있으며, 주요 마모 부위는 주로 중앙에 집중되어 있습니다. 변형 과정에서 가동 치판은 변형되지 않고 주로 고정 치판만 변형되었습니다. 고정 치판 변형 후에는 고정 치판이 프레임 본체와 연결되므로 고정 치판의 무게가 증가하지만, 파쇄기 전체의 작동에는 악영향을 미치지 않습니다.
4. 치아판의 수명
치판은 큰 충격과 압착력을 받기 때문에 마모가 매우 심합니다. 치판의 수명을 연장하려면 두 가지 측면에서 연구해야 합니다. 하나는 재료에서 내마모성이 높은 재료를 찾는 것이고, 다른 하나는 치판의 구조 설계 및 기하학적 치수를 합리적으로 결정하는 것입니다.
















