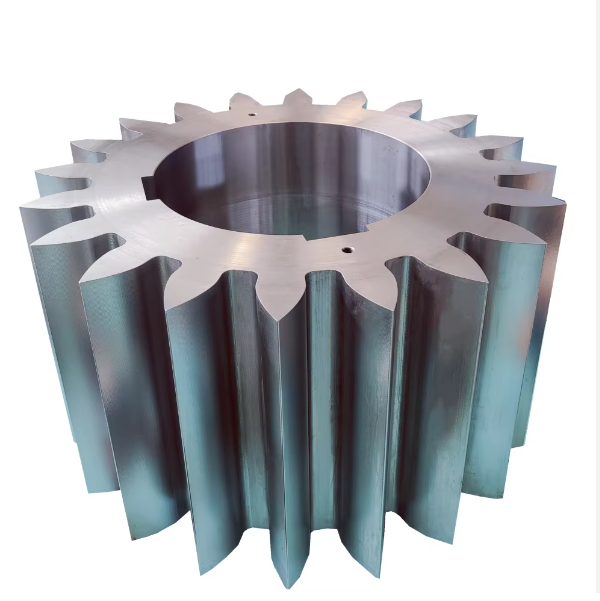
본 논문은 실린더를 구동하기 위해 불 기어와 맞물려 작동하는 핵심 동력 전달 부품인 볼 밀 피니언에 대해 자세히 설명합니다. 볼 밀 피니언은 20CrMnTi를 공통 소재로 사용하며, 높은 강도, 정밀성, 인성, 내마모성을 요구합니다. 본 논문에서는 20CrMnTi 피니언의 제조 공정을 간략하게 설명하며, 여기에는 블랭크 단조, 황삭/중삭(선삭, 호빙), 침탄 열처리, 정밀 가공(치 연삭, 기준 연삭), 조립이 포함됩니다. 또한, 원자재(성분, 단조 품질), 열처리(경도, 침탄층), 치 정밀도(피치 편차, 런아웃), 최종 시험(표면 품질, 맞물림 성능, 동적 밸런스)을 포함하는 포괄적인 검사 절차도 명시합니다. 이러한 검사 절차는 피니언이 동력 전달 효율(≥95%) 및 수명(2~3년) 요건을 충족하여 안정적인 볼 밀 작동을 보장합니다.
볼밀 피니언은 변속 시스템의 핵심 부품입니다. 실린더에 고정된 불 기어와 맞물려 모터에서 감속기를 통해 실린더로 동력을 전달하고, 실린더를 회전시킵니다(일반적으로 15~30rpm). 고속 기어(불 기어보다 빠르게 회전)로서 맞물림 충격과 토크를 직접 감당하므로 다음과 같은 특성이 필요합니다.
고강도: 수만 N·m에서 수십만 N·m에 달하는 토크를 견딜 수 있으며, 마모에 강한 높은 치아 표면 경도(≥55HRC)를 가지고 있습니다.
높은 정밀도: 최소한의 이빨 모양 오차(영국/T 10095 기준 6등급 이하)로 불기어와의 원활한 맞물림을 보장하여 진동과 소음을 줄입니다.
좋은 인성: 충격으로 인한 파괴를 피하기 위해 치아 핵심은 적당한 인성(경도 25-35HRC)을 가져야 합니다.
내마모성: 치아 표면은 서비스 수명(일반적으로 ≥10,000시간)을 연장하기 위해 경화 처리(예: 탄화, 담금질)가 필요합니다.
구조적으로는 대부분 직선 또는 나선형 원통 기어소형 및 중형 볼 밀에서는 직선 톱니가 일반적이며(가공이 더 간편함), 대형 볼 밀에서는 나선형 톱니가 선호됩니다(물림이 더 부드럽고 하중 용량이 높음). 모듈은 일반적으로 8~30mm이며, 톱니 수는 15~30개입니다.
2세. 볼밀 피니언 제조 공정 (20CrMnTi 침탄기어를 예로 들어 설명)
20CrMnTi는 뛰어난 침탄 성능(케이스 깊이 1.5~3mm)으로 인해 피니언에 널리 사용되는 소재입니다. 제조 공정은 다음과 같습니다.
1. 블랭크 단조
원료: φ100-300mm 20CrMnTi 원형강을 선정하여 스펙트럼 분석을 통해 조성을 검증함(C 0.17-0.23%, 크 1.0-1.3%, 민 0.8-1.1%).
단조: 1100~1150℃로 가열한 후, 기어 블랭크(가공 여유 5~8mm)로 다이 단조합니다. 단조 후, 노멀라이징(920℃×2시간, 공랭)하여 입자를 미세화하고 경도를 180~220HBW로 낮춥니다.
2. 황삭 및 준삭
거친 선삭: CNC 선반은 바깥쪽 원, 단면, 안쪽 보어(샤프트 구멍이나 허브 구멍)를 가공하여 3-5mm의 여유를 둡니다.
기어 호빙: 기어 홉핑 머신을 사용하여 대략적으로 톱니 모양(모듈 8-30mm)을 절단하고, 탄소침투 및 연삭을 위해 0.5-1mm의 여유를 둡니다.
드릴링 및 밀링: ±0.1mm의 위치 허용 오차를 갖는 기계 키웨이와 볼트 구멍(분할 기어용)을 가공합니다.
3. 침탄 및 열처리
침탄: 920~940℃의 피트형 침탄로에서 8~16시간 동안 침탄처리(케이스 깊이에 따라 조정), 표면 탄소 함량 0.8~1.2%로 처리합니다.
담금질 + 저온 템퍼링: 탄소침투 후 850℃로 냉각하고 오일 담금질(치면 경도 58-62HRC)을 한 후 180-200℃에서 2시간 동안 템퍼링하여 응력을 완화하고 치수를 안정화합니다.
4. 마무리 가공
치아 표면 연삭: 웜 휠 연삭기를 사용하여 정밀 연삭 치아 프로파일을 생성하여 누적 피치 오차 ≤0.05mm/100mm, 치아 표면 거칠기 라≤0.8μm를 보장합니다.