컴팩트한 구조와 이동 턱의 타원형 궤적(압출과 분쇄 결합)이 특징인 이중 진자 턱 파쇄기는 단순 진자형보다 15~30% 더 높은 효율을 제공하며, 10~300mm의 출력 크기를 가능하게 하는 파쇄 비율로 중간 경도의 재료(예: 화강암, 철광석)에 적합합니다.
핵심 구성품은 프레임(주조 또는 용접), 고정/이동 죠(고크롬 또는 ZGMn13 라이너), 편심축(40Cr/42CrMo 단조), 토글 플레이트(안전 부품), 그리고 유압 조정 시스템으로 구성됩니다. 제조에는 정밀 단조(편심축 단조율 ≥3), 라이너의 수경화, 그리고 엄격한 품질 관리(원자재 유타 검사, 베어링 끼워맞춤 간극(0.1~0.2mm), 그리고 4시간 하중 시험(입자 크기 규정 준수율 ≥90%)이 포함됩니다.
광산(금속/비금속 광석), 건설 자재(재활용 골재), 인프라(도로 기반 자재)에서 2차 또는 1차 파쇄 장비로 널리 사용되며, 효율적인 중미분쇄가 필요한 중소 규모 생산 라인(10~200톤/시간)에 적합합니다.
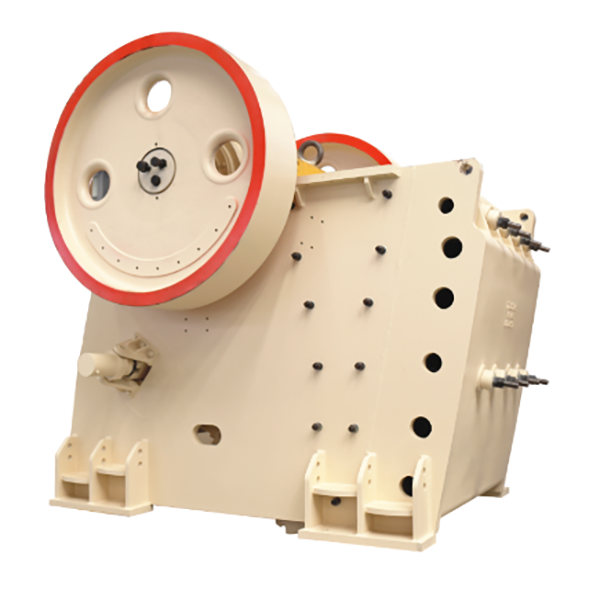
이중 진자 조 크러셔는 널리 사용되는 조 크러셔 유형 중 하나입니다. 움직이는 조는 서스펜션 샤프트를 중심으로 진동하고 편심 샤프트를 통해 회전 운동을 수행하여 복잡한 타원형 궤적을 형성합니다. 이 설계는 컴팩트한 구조, 높은 파쇄 효율, 낮은 에너지 소비 등의 장점을 제공하여 중간 경도의 재료의 중파쇄 및 미세 파쇄에 적합합니다.
I. 구성 및 구조
이중 진자 조 크러셔는 단순 진자형에 비해 구조가 더욱 컴팩트합니다. 핵심 구성 요소와 기능은 다음과 같습니다.
1. 주요 구조 구성 요소
액자: 파쇄 중 모든 하중을 지지하는 지지대 역할을 합니다. 일반적으로 회주철(HT250) 또는 용접 강철 구조(Q355B)로 제작되며, 일체형 또는 모듈형 설계(운반 및 설치 용이)로 제공됩니다.
고정된 턱: 프레임의 전면 벽에 고정되고, 표면에는 고정된 턱 플레이트(ZGMn13 또는 고크롬 주철과 같은 내마모성 소재로 제작)가 장착되어 이동식 턱과 함께 분쇄실을 형성합니다.
움직이는 턱: 상단 베어링을 통해 편심축에 연결되고 하단 토글 플레이트에 힌지로 연결된 핵심 이동 부품입니다. 표면에는 고정 죠 플레이트와 동일한 재질의 이동 죠 플레이트가 장착되어 있습니다. 이동 죠는 타원형 궤적(상단은 약간, 하단은 크게)을 그리며 압출과 연삭 동작을 결합합니다.
편심축: 40Cr 또는 42CrMo(단조율 ≥3)로 단조된 이 부품은 풀리를 통해 모터로 구동되어 회전하며, 움직이는 죠를 구동하는 핵심 부품 역할을 합니다. 관성의 균형을 맞추고 진동을 줄이기 위해 양쪽 끝에 플라이휠이 장착되어 있습니다.
토글 플레이트: 이동식 죠의 바닥을 프레임의 뒷벽에 연결하여 압착력을 전달하고, 과도한 하중(예: 압착이 불가능한 재료)에서 파단되어 중요 부품을 보호하는 안전 장치 역할을 합니다. 일반적으로 ZG35CrMo 소재로 제작됩니다.
배출구 조절 장치: 틈새를 추가/제거하거나 쐐기를 조정하여 바닥의 이동식 턱과 고정식 턱 사이의 간격을 조정하고, 출력 입자 크기(일반적으로 10~300mm)를 제어합니다.
윤활 시스템: 편심축 베어링과 서스펜션 축 베어링에 그리스 니플 또는 중앙 윤활 장치를 포함하고, 칼슘 기반 그리스(작동 온도 ≤60°C)를 사용하여 가동 부품의 내마모성과 방열을 보장합니다.
2. 구조적 특징
단순 진자형과 달리, 이중 진자형 조 크러셔는 이동 조와 커넥팅 로드를 하나로 통합하여 전면 추력 토글 플레이트를 제거하고 토글 플레이트를 하나만 유지하여 구조를 간소화했습니다. 이동 조는 편심축(서스펜션 샤프트 역할도 함)과 토글 플레이트 지점을 중심으로 진동합니다. 파쇄실 상부는 스트로크가 작아 재료 고정이 용이하고, 하부는 스트로크가 커서 파쇄 효율이 향상되어 단순 진자형보다 효율이 15~30% 높습니다.
2세. 제조 공정
이중 진자 턱 파쇄기 제조에는 핵심 구성품의 가공 정확도와 재료 성능에 대한 엄격한 제어가 필요하며, 주요 공정은 다음과 같습니다.
프레임 제조
주조 프레임: 모래주조(회주철 HT250)를 사용하며, 용융 온도는 1400~1450°C입니다. 주조 후, 내부 응력 제거를 위해 200~250°C에서 24시간 동안 시효 처리합니다. 주요 부품(예: 베어링 시트)은 HB180~220의 경도를 유지하기 위해 600~650°C의 어닐링(가열 냉각)을 거칩니다.
용접 프레임: Q355B 강판을 절단, 베벨링, 용접(E5015 전극 사용)합니다. 용접 후, 변형 방지를 위해 진동 시효 또는 응력 제거 어닐링(550~600°C)을 실시합니다. 용접 후 비파괴 검사(유타, 레벨 2세 자격)를 실시합니다.
편심축 제조
원재료: 40Cr 원형강을 단조(자유 단조)하여 단조율 ≥3(결정립 미세화)으로 블랭크를 제작합니다. 단조 후, 노멀라이징(860~880°C 공랭)을 통해 HB200~230의 경도를 달성합니다.
가공: 황삭 후, 담금질 및 템퍼링(840~860°C 오일 템퍼링 + 580~600°C 템퍼링)을 통해 HRC28~32에 도달합니다. 편심부와 저널은 IT6 공차로 마무리 선삭 가공되며, 표면 거칠기는 라 ≤1.6 μm입니다. 최종적으로 자분탐상검사(산)를 통해 균열 발생 여부를 확인합니다.
이동식 턱 및 라이너 제조
이동식 죠 바디: ZG35CrMo 소재로 제작되었으며, 주조 후 응력 제거를 위해 어닐링(가열 냉각)을 거쳤고, 황삭 후 담금질 및 템퍼링(HRC25–30)을 거쳤습니다. 중요 부품(예: 베어링 구멍)은 IT7 공차로 정삭 보링 가공되었으며, 편심축과의 틈새는 0.1–0.2mm입니다.
라이너: ZGMn13 고망간강(물강화: 1050~1100°C로 가열하고, 유지한 후 물담금질하여 가공 경화 특성을 가진 오스테나이트 조직을 형성) 또는 고크롬 주철(크르15~20, HRC60~65, 경암 파쇄에 적합)을 사용합니다. 라이너는 1~2mm의 완충 간격을 두고 볼트 또는 쐐기를 통해 조 본체에 고정됩니다.
토글 플레이트 및 변속기 구성 요소
토글 플레이트: ZG35 또는 QT500-7 재질로 제작되었으며, 주조 후 응력 제거 어닐링을 거칩니다. 양쪽 끝의 접촉면은 라 ≤6.3μm의 표면 거칠기로 밀링 가공되어 움직이는 죠 및 프레임과의 유연한 관절 결합을 보장합니다.
풀리 및 플라이휠: 회주철 HT200으로 주조되었으며, 안정적인 작동을 보장하기 위해 정적 평형 테스트(편심 ≤0.05mm/킬로그램)를 거쳤습니다.
3세. 품질 관리 프로세스
장비 성능과 서비스 수명을 보장하기 위해 제조 과정에서 여러 가지 품질 관리 조치가 시행됩니다.
원자재 검사
강판, 원형 강판 및 기타 원자재는 재료 인증서(예: 화학 성분 및 기계적 특성 보고서)를 제출해야 합니다. 샘플링은 스펙트럼 분석(원소 함량 준수 여부 확인) 및 인장 시험(인장 강도 및 항복 강도가 기준 충족 여부 확인)을 위해 수행됩니다.
주조물(프레임, 이동식 턱 등)은 시각 검사(기공이나 수축 없음), 초음파 검사(유타, 내부 결함 ≤Φ3 mm), 경도 검사(예: HT250 경도 ≥HB180)를 거칩니다.