전반적인 구조적 지원: 모든 구성품(편심 부싱, 이동 콘, 볼, 모터 등)의 무게와 작동 중 발생하는 압착력(최대 수천 톤)을 지탱하여 안정적인 작동을 보장합니다.
힘 전달: 파쇄 과정에서 발생하는 수직 및 수평 하중을 기초로 분산시켜 진동과 소음을 줄입니다.
구성 요소 위치 지정: 편심 부싱, 메인 샤프트 베어링, 볼 및 기타 주요 부품에 대한 정밀한 장착 표면과 위치 지정 기능을 제공하여 상대적 위치가 정확하도록 보장합니다.
보호용 인클로저: 편심 조립체 및 기어와 같은 내부 구성품을 수용하여 먼지, 물, 이물질이 들어가는 것을 방지하고 작업자를 움직이는 부품으로부터 보호합니다.
프레임 바디: 주요 구조는 일반적으로 두꺼운 벽(80~200mm)이 있는 속이 빈 상자 또는 원통형이며, 고강도 주강(예: ZG35CrMo)이나 용접된 저합금 강판(예: Q355B)으로 만들어집니다.
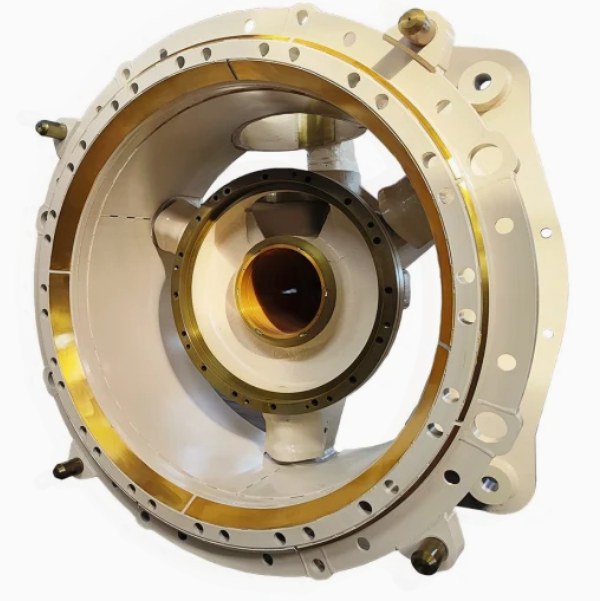
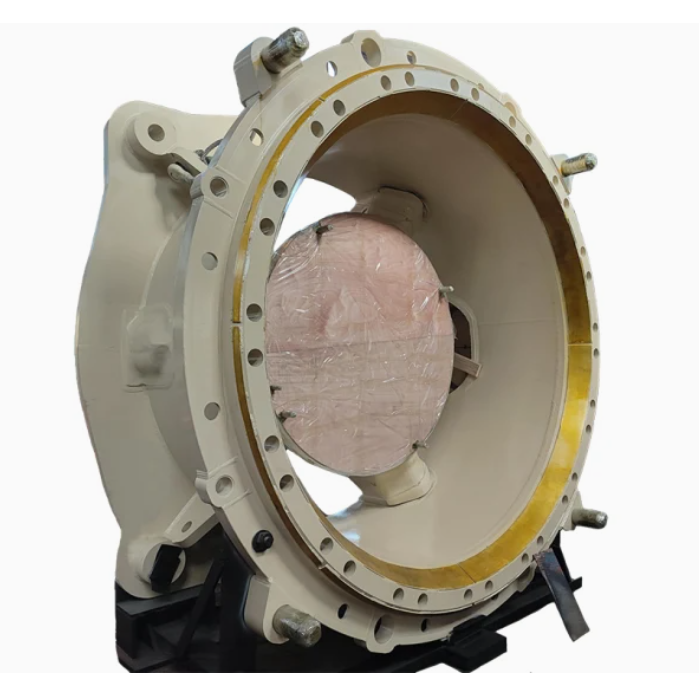
베어링 하우징: 메인 샤프트 베어링을 수용하기 위한 프레임의 바닥이나 상단에 원통형 홈이 있으며, 정밀 가공된 내부 표면(허용 오차 IT6)이 베어링의 적절한 맞춤을 보장합니다.
편심 부싱 챔버: 프레임 중앙에 있는 원형 공동으로, 편심 부싱이 설치되며, 기계로 가공된 내부 표면과 윤활을 위한 오일 홈이 있습니다.
장착 플랜지:
베이스 플랜지: 바닥에 볼트 구멍이 있는 큰 플랜지가 있어 프레임을 기초에 고정하여 안정성을 보장합니다.
상부 플랜지: 볼이나 조정 링과 연결하기 위한 상단의 플랜지로, 정렬을 위한 가이드 핀이나 슬롯이 있는 경우가 많습니다.
갈비뼈 강화: 프레임의 강성을 높이고 하중 하에서 변형을 줄이기 위해 방사형 또는 축 방향으로 배열된 내부 및 외부 리브(두께 30~80mm)입니다.
윤활 및 냉각 채널: 베어링과 편심 부품에 윤활유를 공급하고 일부 대형 프레임에서 냉각수를 순환시키기 위한 뚫린 구멍이나 주조 통로입니다.
검사 및 접근 도어: 내부 구성 요소의 유지관리 및 검사를 위한 분리형 패널 또는 도어.
재료 선택:
고강도 주강(ZG35CrMo)은 인장 강도(≥700 엠파), 충격 인성(≥35 J/센티미터²) 및 양호한 주조성을 포함한 우수한 기계적 특성으로 인해 선택되었습니다.
패턴 만들기:
실물 크기의 패턴은 목재, 폼, 또는 레진으로 제작되어 프레임의 외부 형태, 내부 공간, 리브, 플랜지 및 기타 특징을 그대로 재현합니다. 재료 및 부품 크기에 따라 수축 허용치(1.5~2.5%)가 추가됩니다.
성형 중 변형을 방지하기 위해 패턴이 강화되었으며, 코어는 내부 공동과 채널을 형성하도록 설계되었습니다.
조형:
레진 본딩된 모래를 사용하여 모래 주형을 제작하고, 패턴을 주형에 배치합니다. 코어를 삽입하여 내부 구조를 형성함으로써 정확한 벽 두께와 형상 간의 치수 관계를 보장합니다.
금형은 표면 마감을 개선하고 모래 속으로 금속이 침투하는 것을 방지하기 위해 내화성 세척제로 코팅됩니다.
녹이고 붓기:
주조강은 1520~1560°C의 전기아크로에서 용해되며, 화학성분이 엄격하게 관리됩니다(C: 0.32~0.40%, 크: 0.8~1.1%, 모: 0.15~0.25%).
주입은 난류 없이 금형 캐비티를 완전히 채우는 것을 보장하기 위해 제어된 흐름 속도로 1480~1520°C에서 수행됩니다. 난류는 결함을 일으킬 수 있습니다.
냉각 및 열처리:
주조물은 열응력을 줄이기 위해 72~120시간 동안 금형 내에서 천천히 냉각된 후, 분사를 통해 제거되어 세척됩니다.
열처리에는 결정립 구조를 미세화하기 위한 정규화(850~900°C, 공랭)와 경도를 180~230 HBW로 낮추기 위한 템퍼링(600~650°C)이 포함되어 가공성을 개선합니다.
거친 가공:
주조 프레임은 대형 CNC 보링 밀이나 갠트리 밀에 장착되어 기본 플랜지, 상부 플랜지 및 외부 참조 표면을 가공하여 5~10mm의 마감 여유를 남깁니다.
베어링 하우징 및 챔버 가공:
베어링 하우징과 편심 부싱 챔버는 거친 보링 가공을 거친 후 정삭 보링 가공과 연마 가공을 거쳐 높은 치수 정확도(허용 오차 IT6)와 표면 거칠기(라0.8–1.6 μm)를 달성합니다.
CNC 밀링 머신을 사용하여 베어링 하우징과 챔버에 오일 홈을 가공합니다.
플랜지 및 장착 표면 가공:
바닥과 상부 플랜지는 평탄도(≤0.05 mm/m)와 프레임 축에 대한 수직도(≤0.1 mm/100 mm)를 보장하기 위해 마무리 가공됩니다.
CNC 드릴링 머신을 사용하여 볼트 구멍을 정밀한 위치(허용 오차 ±0.1mm)에 뚫고 나사로 고정합니다.
보강 리브 및 외부 표면 가공:
외부 리브는 주조 결함을 제거하고 균일한 치수를 보장하기 위해 가공됩니다.
외부 표면은 외관을 개선하고 페인팅을 용이하게 하기 위해 마무리 가공되었습니다.
표면 처리:
프레임은 부식을 방지하기 위해 방청 프라이머와 탑코트로 칠해져 있습니다.
기계로 가공된 장착 표면과 베어링 피팅은 방청 오일이나 그리스로 보호됩니다.
재료 테스트:
지정된 재료 표준을 준수하는지 확인하기 위해 화학 성분 분석을 수행합니다.
인장 시험과 충격 시험은 기계적 특성을 검증하기 위해 시험 샘플에 대해 실시됩니다.
치수 검사:
좌표 측정기(CMM)는 베어링 하우징 직경, 플랜지 평탄도, 구멍 위치 등의 중요한 치수를 확인하는 데 사용됩니다.
레이저 스캐닝은 3D 모델과 비교하여 전반적인 모양과 치수를 확인하는 데 사용됩니다.
비파괴 검사(비파괴검사):
초음파 검사(유타)는 프레임 본체와 리브의 균열, 수축 등 내부 결함을 감지하는 데 사용됩니다.
자기 입자 검사(엠피티)는 표면 및 표면 근처 영역, 특히 볼트 구멍과 응력 집중 지점 주변에서 수행됩니다.
기계 테스트:
경도 테스트는 프레임이 요구되는 경도 범위(180~230 헤비급)를 충족하는지 확인하기 위해 수행됩니다.
하중 테스트는 과도한 변형 없이 프레임이 설계 하중을 견딜 수 있는 능력을 확인하기 위해 수행될 수 있습니다.
조립 및 기능 테스트:
프레임은 적절한 맞춤과 정렬을 보장하기 위해 편심 부싱과 메인 샤프트와 같은 주요 구성 요소로 시험 조립됩니다.
진동 테스트는 시뮬레이션 작동 중 과도한 진동이 발생하는지 확인하기 위해 수행됩니다.















